Heat Treating Terminology
- AGING – Changes in properties of certain metals and alloys occurring at ambient or moderately elevated temperatures after hot working or a heat treatment.
- AIR HARDENING STEEL – An alloy steel containing enough carbon and other elements to allow hardening to take place by simply cooling in air or other gaseous mediums, rather than quenching from a high temperature.
- ANNEALING – A term that refers to softening metals by treating with sustained heat at the required temperature, followed by cooling at a controlled rate, while at the same time, producing desired results in other properties or microstructure. Annealing generally refers to slow cooling in carbon and allow steels, with the focus usually being on removing stresses; inducing softness; altering ductility, toughness, electric, magnetic or other physical and mechanical properties; changing the crystalline structure; and finally producing a definite microstructure.
- AUSTEMPERING – A heat treating process for ferrous alloys achieved by quenching at a rate fast enough to avoid formation of ferrite or pearlite, and is done from the austenitizing temperature into a heat extracting medium (usually salt), while maintained at a constant temperature level between 400° and 800°. The steel is held in this medium until austenite is transformed to bainite. The austempering process is limited to sections less than 1/2” diameter, but he advantages of this method of interrupted
quenching are increased ductility and toughness at the resulting hardness of RC 45-55. - AUSTENITE – The solid solution of iron and carbon achieved by heating to high temperatures above the upper critical temperature. Known as the austenitizing temperature, this temperature must be attained to obtain the proper microstructure and full hardness of steel in heat treating. Austenitizing temperature varies with different grades of carbon, alloy and tool steels.
- BAINITE – A product of austenite, this term is used by metallurgists to describe a particular structure of steel when the steel is polished, etched and examined with a microscope.
- BRINE QUENCHING – A quench in which brine is the medium.
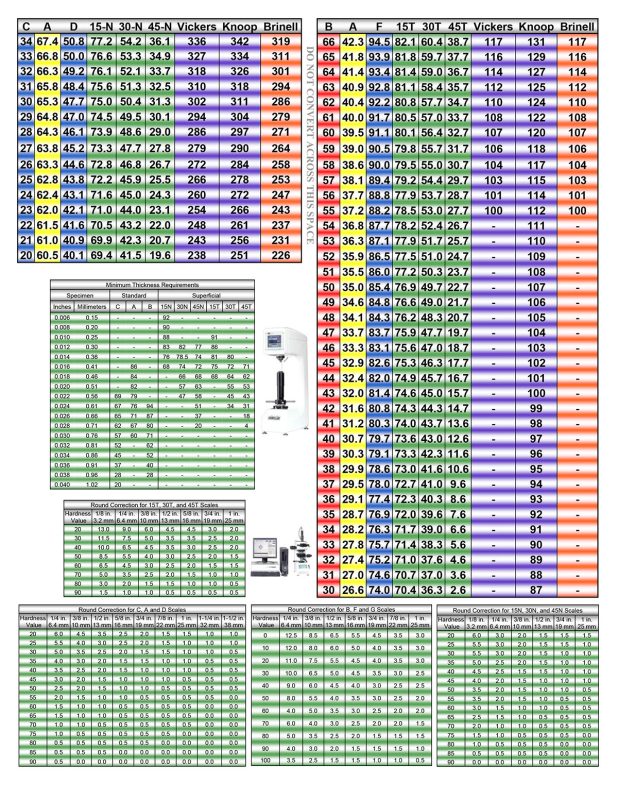
- BRINELL HARDNESS – A hardness number determined by applying a predetermined load to the surface of a test material by using a hardened steel ball. Diameter of the depression is measured, and hardness is calculated as the ratio of the load, to the diameter of the impression.
- CARBURIZING – Adding carbon to the surface of ferrous alloys to facilitate hardening by quenching directly from the carburizing temperature, or by cooling then reaustenitizing and quenching.
- CASE HARDENING – A term referring to a combination of heat treatments of steel involving processes that change the chemical composition of the surface layers by absorption of carbon, nitrogen, or a mixture of the two. The end result is a surface that is substantially harder. The processes are known individually as carburizing, cyaniding, carbo-nitriding and nitriding.
- COLD TREATING – Often referred to as Cryogenic Treatment, or Deep Cryogenic Treatment, this process occurs after quenching with the intention of converting retained austenite into martensite and is achieved by cooling and holding at a temperature below ambient. Cold treating is actually divided into two categories-“Shallow Cryogenics” which is limited to -120°F, and “Deep Cryogenics” which involves temperatures as low as -300°F. Deep Cryogenics is ideal for tools and machine parts, because it can alleviate problems with wear and stress cracking by offering better stress relief and stabilization.
- CYANIDING – Surface hardening of steel by carbon and nitrogen absorption through heat treating at a specific temperature while in contact with cyanide salt, and following with quenching.
- DECARBURIZATION – Loss of carbon from the surface layer of a carbon-containing alloy when the metal is subjected to high temperatures. The loss of carbon at the surface reduces the strength of the part.
- FERRITIC NITRO CARBURIZING – Absorption of both nitrogen and carbon into the surface layer of a ferrous metal at temperatures below the lower critical temperature, to provide an anti-scuffing surface layer, and improve fatigue resistance and corrosion.
- FLAME HARDENING – A heat treating method used to harden the surface of some parts where only a small portion of the surface is to be hardened, because the part might distort with conventional carburizing or heat treating processes. In flame hardening, the surface to be hardened is heated by an acetylene torch to the proper quenching temperature, and then water quenched and properly tempered. Wrought or cast steels with carbon contents of .30 to .40%; low alloy steels; and ductile and malleable cast irons are the most suitable candidates for this process.
- HARDENABILITY – Refers to the ability of steel to harden deeply upon quenching, based on the size of the part and the method of quenching being used. The Jominy Test is used to determine the hardenability of different grades of steel.
- HARDENING – Heating and quenching of certain iron-base alloys from above the critical temperature range to produce a superior hardness.
- HARDNESS – The ability of a metal to resist penetration. The principle methods of determining hardness of steel are the Rockwell, Brinell and Scleroscope Tests.
- HEAT TREATMENT – The heating and cooling of metals or alloys in the solid state for the purpose of obtaining certain desirable conditions or properties.
- HOMOGENIZING – Holding at a high temperature to eliminate or decrease chemical segregation by diffusion.
- INDUCTION HARDENING – A surface-hardening process in which only the surface layer of a ferrous metal is heated by electromagnetic induction and immediately quenched.
- MARTEMPERING OR MARQUENCHING – A hardening method for steel involving quenching from the austenitizing temperature into some heat extracting medium, usually salt, which is maintained at some constant temperature above the point at which martensite starts to form, usually about 450°F. The steel is kept in this medium until the temperature is uniform throughout, then cooled in air for the formation of martensite, and finished by tempering using a conventional method. Advantages of this type of process are minimum distortion and residual strains, and the size of the part can be substantially larger than those done using austempering.
- MICROHARDNESS – The hardness of a material as determined by forcing an indenter into the surface of the material under a very light load, with the indentations so light that they must be measured under a microscope.
- NITRIDING – See case hardening.
- NORMALIZING – Heating ferrous alloys to approximately 100° F above the critical temperature range, followed by cooling in air, and is used to undo previous heat treating results so as to achieve a uniform grain structure.
- OIL HARDENING – Hardening a ferrous alloys by quenching in oil.
- QUENCHING AND TEMPERING – Heating materials to the proper austenitizing temperature, and holding at that temperature until the desired change in crystalline structure is achieved, followed by quenching in a water, air or oil, etc. After quenching, the materials are reheated to a predetermined temperature below the critical range and then cooled under suitable temperatures (tempering).
- ROCKWELL HARDNESS – A test performed on a Rockwell hardness
testing machine to determine hardness. - SCLEROSCOPE OR SHORE HARDNESS – A hardness test performed on a Shore Scleroscope Hardness Testing machine. This type of testing is used primarily for large parts that cannot be tested under Rockwell or Brinell.
- SUB-CRITICAL ANNEALING – Also known as Stress Relief Annealing, this procedure is used to relieve stresses. Parts are uniformly heated to 1150° F., and either air cooled or slow cooled from based on the type of part being treated, and subsequent operations to be performed.
- TEMPERING – Also know as drawing, this process involves reheating previously hardened or quenched steel to a temperature below the lower critical temperature, and followed by cooling. Tempering temperatures range from 300° to 1100° F.
- WATER HARDENING – Hardening of high carbon steels, straight carbon steels, and low alloy steels by quenching in water.
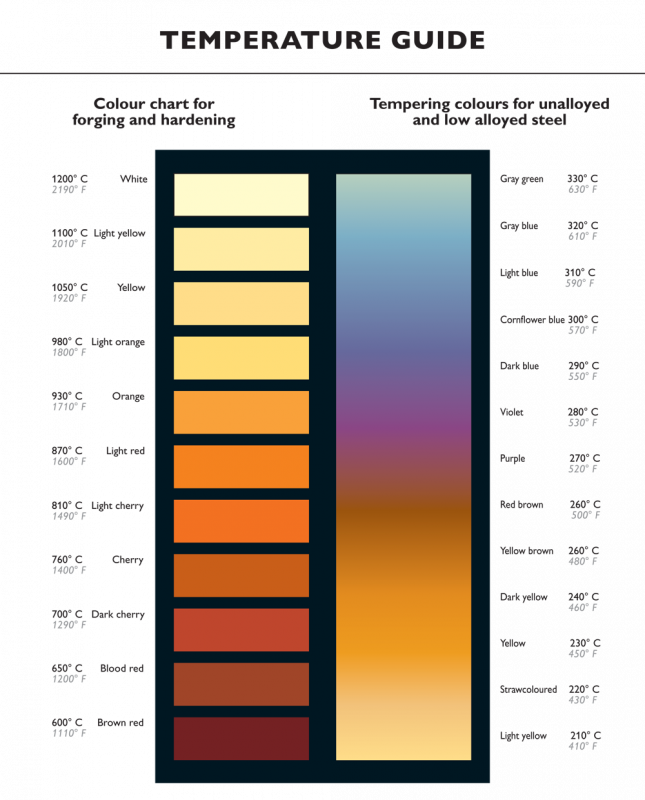
Temperature guide
The color chart should be viewed in normal diffused day light and not in sunlight or artificial light. Colors assigned to a tempering time of 30 minutes. The colors should be viewed on a polished piece of steel.